Cast Iron (EN-GJL)
Materials Cast iron
Gray iron, or grey cast iron, is a type of cast iron that has a graphite microstructure. It is named after the gray color of the fracture it forms, which is due to the presence of graphite. It is the most common cast iron and the most widely used cast material based on weight.
It is used for housings where the stiffness of the component is more important than its tensile strength, such as internal combustion engine cylinder blocks, pump housings, valve bodies, electrical boxes, and decorative castings. Grey cast iron’s high thermal conductivity and specific head capacity are often exploited to make cast iron cookware and disc brake rotors.
Structure
A typical chemical composition to obtain a graphitic microstructure is 2.5 to 4.0% carbon and 1 to 3% silicon by weight. Graphite may occupy 6 to 10% of the volume of grey iron. Silicon is important to making grey iron as opposed to white cast iron, because silicon is a graphite stabilizing element in cast iron, which means it helps the alloy produce graphite instead of iron carbides; at 3% silicon almost no carbon is held in chemical combination with the iron. Another factor affecting graphitization is the solidification rate; the slower the rate, the greater the time for the carbon to diffuse and accumulate into graphite. A moderate cooling rate forms a more pearlitic matrix, while a fast cooling rate forms a more ferritic matrix. To achieve a fully ferritic matrix the alloy must be annealed. Rapid cooling partly or completely suppresses graphitization and leads to the formation of cementite, which is called white iron.
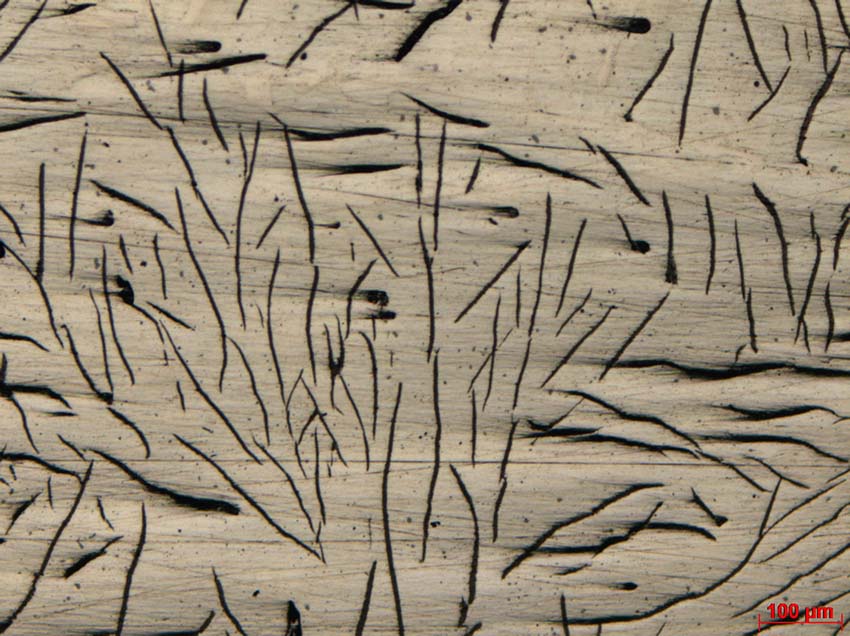
The graphite takes on the shape of a three-dimensional flake. In two dimensions, as a polished surface will appear under a microscope, the graphite flakes appear as fine lines. The graphite has no appreciable strength, so they can be treated as voids. The tips of the flakes act as preexisting notches; therefore, it is brittle. The presence of graphite flakes makes the Grey Iron easily machinable as they tend to crack easily across the graphite flakes. Grey iron also has very good damping capacity and hence it is mostly used as the base for machine tool mountings.
Technological and physical values
| Item according to DIN EN 1561 | Measure | Unit | EN-GJL-150 EN-JL 1020 |
EN-GJL-200 EN-JL 1030 |
EN-GJL-250 EN-JL 1040 |
EN-GJL-300 EN-JL 1050 |
EN-GJL-350 EN-JL 1060 |
|---|---|---|---|---|---|---|---|
| Tensile Strength | Rm | MPA | 150-200 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0.1% Yield Strength | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Elongation Strength | A | % | 0,3-0,8 | 0,3-0,8 | 0,3-0,8 | 0,3-0,8 | 0,3-0,8 |
| Compressive Strength | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% Compressive Strength | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Flexural Strength | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Shear stress | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Torsional twist 2) | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Modules of elasticity 3) | E | GPa | 78-103 | 88-113 | 103-118 | 108-137 | 123-143 |
| Poisson number | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Brinell hardness | HB | 160-190 | 180-220 | 190-230 | 200-240 | 210-250 | |
| Ductility 4) | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Tension and pressure change 5) | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Breaking Strength | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Density | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 |
Properties for separately cast
Test piece with 30mm diameter
1) strength values based on the casting
2) torsional resistance TtW ≈ 0,42 x Rm
3) depending on the amount and development of graphite such as under load
4) approximation bW ≈ 0,35 tot 0,50 x Rm
5) approximation zdW ≈ 0,53 x bW ≈ 0,26 x Rm
Casting involved mechanical properties
| Item according to DIN EN 1561 1) |
Tensile Strength cast in apart test piece 2) (MPa) |
Wall thickness (mm) 3) |
Tensile Strength in moded test piece 4) (MPa) Minimal |
Expectaition Values in casting |
||
|---|---|---|---|---|---|---|
| from | to | TensileStrength(MPa) min. values |
Brinell hardness (HB) max. values |
|||
| EN-GJL-150 EN-JL 1020 |
150-250 | 2,5 5 10 20 |
5 10 20 40 |
– – – 120 |
180 155 130 110 |
250 225 205 185 |
| EN-GJL-200 EN-JL 1030 |
200-300 | 2,5 5 10 20 |
5 10 20 40 |
– – – 170 |
230 205 180 155 |
270 245 220 200 |
| EN-GJL-250 EN-JL 1040 |
250-350 | 5 10 20 40 |
10 20 40 80 |
250 – 210 190 |
270 225 195 170 |
250 230 215 |
| EN-GJL-300 EN-JL 1050 |
300-400 | 10 20 40 80 150 |
20 40 80 150 300 |
– 250 220 210 190 5) |
270 240 210 195 – |
260 240 230 215 205 |
| EN-GJL-350 EN-JL 1060 |
350-450 | 10 20 40 80 150 |
20 40 80 150 300 |
– 290 260 230 210 5) |
315 280 250 225 – |
275 260 240 225 215 |
1) Standard meaning for minimum tensile strength in a separately cast test piece
2) 30 mm average
3) Recommended wall thickness in bold
4) For purchasing purposes, a sample piece can be recorded when ordering
5) These values are maintenance values. If properties in the casting must be guaranteed, this must be discussed when ordering.